製品紹介
Product Introduction
松屋製作所 ローラー加工の特長
Work Roller Processing
短納期での提供
他社と比べて低価格
経験に裏打ちされた安定的な品質
要望に沿った技術的アドバイスも可能
加工標準納期
Processing standard delivery time
マルチワイヤーソーメインローラー溝入れ加工標準納期は以下の通りです。
| 項目 | 樹脂 | ウレタン | |||
| 新規 | 再構 | 新規 | 再構 | ||
| 新規圧入 | 新規圧入 | ライニング | |||
| 小型~中型ローラー | 7営業日後 | 5営業日後 | 8営業日後 | 20営業日後 | 6営業日後 |
| 大型ローラー | - | - | 13営業日後 | 25営業日後 | 6営業日後 |
※営業日は土日、祝祭日を除きます。
※特急対応 / 超特急対応可能ですので、その都度ご相談ください。
(別途料金が発生する場合がございます)
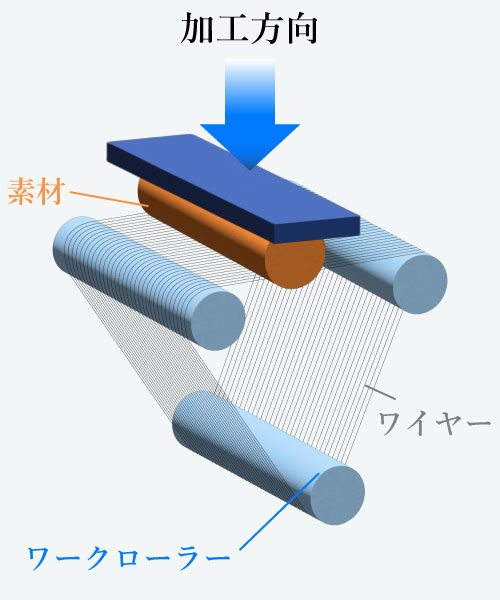
ワークローラーの仕組みと解説
Mechanism and Explanation
ワークローラーとは、マルチワイヤソーにおけるもっとも重要なローラーでワイヤーを保持する溝が、外形部周回方向に多数形成されてるローラーのことを指します。
溝と溝の間隔(これを溝ピッチと呼ぶ)が切り上がる素材の厚みに直結する為、ワークローラーの溝ピッチの加工精度は、製品の品質に大きな影響を与える重要な要素となります。
また、溝は素材の切断を重ねるたびに摩耗していくため、使用には限度があり、定期的に溝を再形成しなければなりません。
溝を再形成する加工の種類として、外径を落として溝を新しく形成する再溝加工と樹脂またはゴムを新しく入れ替えた後、溝を形成する新規加工があります。
使用するローラーは通常2本~4本が1組のセットとなります。
※ワークローラーの名称には各社違いがあり、メインローラー、ワイヤーガイドローラーと呼ばれる事もあります。
材質
Material
ワークローラーの材質は主に2種類に分けられます
- ① 樹脂(超高分子量ポリエチレン、Ultra High Molecular Weight Polyethylene - UHPEまたはUHMWPE)
- ② ゴム(ウレタンゴム、耐硬化性エラストマー)
- ③ その他(セラミック、エンプラなど)
樹脂

超高分子量ポリエチレン(UHPE)
特長:加工精度が高く、切断精度が要求されるワークに使用されます。
用途:水晶の原石切断に多く使われます。
遊離砥粒での切断に使用されることが多くあります(GCやダイヤモンドスラリー)。
価格:ウレタンゴムより安価となります。
ゴム

ウレタンゴム
特長:樹脂に比べ耐摩耗性に優れています。
用途:シリコンや磁性材、酸化物など多くのワークに使用されています。
固定砥粒ワイヤー(ダイヤモンドワイヤー)の多くはウレタンゴムを使用しています。
分類:ポリエーテル系(水溶性スラリーに使用)とポリエステル系(油性スラリーに使用)に分かれています。
硬度:90°~95°が一般的です。

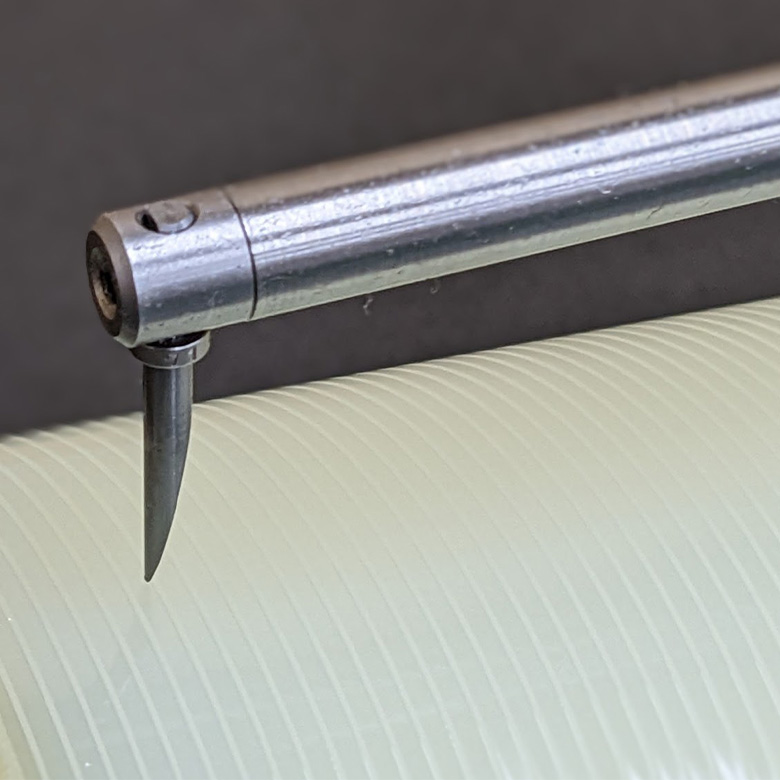
溝加工の仕様
Grooving Specifications
- ピッチ:0.18mm~
- V溝角度:適宜 (5°刻み)
- 深さ:適宜
- 形状:様々な形状での対応が可能
溝入れ加工方法
Method
溝入れ加工には以下の2種類があります。
再溝加工
従来の表面の溝を削り落とし、再度溝入れを行う加工方法
新規加工に比べて加工の工数が少なく、低コスト・短期納が可能です。
また、機械上設定された最小径になるまでは、繰り返し再溝加工が可能です。
新規加工
樹脂を芯金から取り外し、新しい樹脂を装着する方法
新しく素材を芯金に装着する必要があるため、再溝加工よりも時間とコストが掛かります。
また、新規加工の装着方法には下記の2種類があります。
A 圧入方式(樹脂・ウレタン)
芯金から素材を取り外し、筒状に加工された素材ブランクに圧力を掛けて装着する方法です。
樹脂とウレタンゴムどちらも採用されています。
B ライニング方式(ウレタン)
芯金にウレタンゴムが焼付等で装着されているため、焼付けられたゴムをきれいに剥がした後に焼付等で被覆させる方法です。
ウレタンゴムの一部はこの方法で装着されており、強度や耐久性などは圧入方式より一般的には高くなります。
しかし、コストが掛かり加工納期も長くなる傾向にあります。